Inpersbevestigers bieden veel voordelen ten opzichte van lasmoeren en bout-moer verbindingen.
Bij het gebruik van lasmoeren/stiften kunnen lasspetters op het werkstuk of op de schroefdraad komen. Daarnaast vereist het nauwkeurig positioneren extra aandacht en kunnen lasbevestigers loskomen. Door de warmte inbreng van het lasproces zijn er berperkingen met betrekking tot het gebruik van verschillende plaatmaterialen. Het lasproces is millieu onvriendelijk en vereist extra maatregelen om de arbeidsomstandigheden van uw productiemedewerkers veilig te stellen.
Bout-moer verbindingen worden toegepast voor het demonteerbaar bevestigen van componenten en plaatdelen. Daar losse moeren en ringen het productieproces vertragen en bij service zoekraken of in het product kunnen vallen, wordt waar mogelijk de schroefdraad onverliesbaar in het plaatdeel geïntegreerd. Schroefdraad kan op verschillende manieren in het plaatdeel aangebracht worden. In verband met de continue vraag naar kostenreductie en de steeds strenger wordende milieueisen en ARBO wetgeving heeft het mechanisch integreren van schroefdraadbevestigers de voorkeur.
Inpersbevestigers
Voor het tweezijdig aanbrengen van schroefdraad in plaatmateriaal zijn verschillende inpersbevestigers ontwikkeld. De bevestigers worden aangebracht met behulp van een inpersmachine die voorzien is van een onderaambeeld en bovenstempel. Voorwaarde is wel dat het product (van beperkte afmetingen) handelbaar is, zodat het naar de pers gebracht kan worden en de plaat vanaf twee zijden bereikbaar is. Bekijk in de video's de werking van de inpersmoeren, inpersdraadeinden en inpersafstandsteunen:
|
Werking inpersmoeren |
Werking inpersdraadeinden |
Werking inpersafstandsteunen |
|
|
|
|
Werking inpersbevestigers
 Inpersbevestigers worden eenvoudig met een standaard pers in geboorde, gelaserde of gestanste gaten aangebracht door middel van een vloeiende persbeweging. Bij installatie in metaalplaat vloeit het materiaal in de ondersnijding onder de kop. Hierdoor vormt de inpersmoer één geheel met het plaatmateriaal. Kies hier de juiste inpersbevestiger met het selectiefilter.
Inpersbevestigers worden eenvoudig met een standaard pers in geboorde, gelaserde of gestanste gaten aangebracht door middel van een vloeiende persbeweging. Bij installatie in metaalplaat vloeit het materiaal in de ondersnijding onder de kop. Hierdoor vormt de inpersmoer één geheel met het plaatmateriaal. Kies hier de juiste inpersbevestiger met het selectiefilter.
Voordelen van het mechanisch aanbrengen van schroefdraad in dunne plaat:
- Montage in een geboord, gelaserd of gestanst gat, resulterend in een nauwkeurige positionering van de bevestiger.
- Schoon productieproces, geen lasspetters, lasdampen of laswarmte.
- Laag energieverbruik.
- Visuele kwaliteitscontrole.
- De te verbinden materialen hoeven niet voorbehandeld of gereinigd te worden.
- Een oppervlaktebehandeling (bijvoorbeeld een zink- of laklaag) wordt niet beschadigd.
- Een nabehandeling is niet nodig daar de verzinkte moer in verzinkte plaat aangebracht kan worden.
- Een sterke verbinding met voldoende draadgangen en sterkteklasse naar keuze.
- Automatiseerbaar met volggereedschap en robots.
Programma van eisen
Een belangrijk aandachtspunt bij het selecteren van een inpersbevestiger is een zorgvuldige afweging van mogelijkheden en beperkingen van de verschillende systemen. Voor een weloverwogen keuze is een zorgvuldig opgesteld programma van eisen (PvE) onontbeerlijk. Zowel functionele- als productietechnische eisen spelen hier een rol.
Functionele eisen kunnen zijn:
- Te verbinden materialen
- Sterkte van de verbinding zoals
- Uitdrukwaarde
- Doordraaimoment
- Aandraaimoment - Corrosiebestendigheid
Productietechnische eisen kunnen zijn:
- Automatiseerbaarheid
- Bereikbaarheid (éénzijdig, tweezijdig)
- Randafstand
- Gatafmetingen
- Verwerkingssnelheid (aantal verbindingen per tijdseenheid)
De productietechnische consequenties van een keuze worden vaak onderschat terwijl die veelal bepalend zijn voor de productie-efficiëntie en daarmee voor de kostprijs van een product. Het analyseren van het gehele assemblageproces is noodzakelijk om tot een optimale keuze te komen.
Te verbinden materialen
Inpersbevestigers worden vervaardigd van verschillende materialen voor gebruik in verschillende materialen. Voor een goede integratie van de inpersbevestiger in de plaat zijn met name de plaatdikte en –hardheid van belang. Bij de desbetreffende productspecificaties staat vermeld voor welke plaatdiktes en –hardheden de inpersbevestigers geschikt zijn.
Inpersen in roestvaststaal
Het bewerken van of bevestigen aan roestvaststaalplaat is een uitdaging. Roestvaststaal is van nature hard en taai. De taaiheid van het materiaal biedt weerstand tegen koud vervormen en zorgt er voor dat bij het inpersen van bevestigers in roestvaststaal de bevestigers onvoldoende vastzitten. De standaard roestvastalen inpersbevestigers kunnen worden toegepast in plaatmateriaal met een maximale hardheid van 70 Rockwell B. Praktisch alle roestvaststaalsoorten overschrijden deze hardheid.
Om toch een goede verbinding te waarborgen adviseren wij inpersbevestigers van gehard roestvaststaal toe te passen. Daarnaast is het voor het koud vervormen van belang om de nadruktijd van de pers op de juiste manier in te stellen. Iedere inpersmachine is voorzien van een mechanisme waarmee deze nadruktijd eenvoudig is in te stellen. Ook de toegepaste stempels en aambeelden zijn belangrijk. Voor inpersbevestigers van gehard roestvaststaal zijn specifiek aangepaste aambeelden en stempels beschikbaar. Deze dwingen het plaatmateriaal te vloeien in de ondersnijding van de inpersbevestiger waardoor een betere verbinding wordt verkregen.
Sterkte
De sterkte van de schroefdraadverbinding is niet alleen afhankelijk van de materiaalkwaliteit van de gekozen schroefdraadbevestiger en bout, maar ook van de verbinding tussen de schroefdraadbevestiger en de plaat. De uittrekwaarde en het doordraaimoment zijn een goede indicatie voor de sterkte van de verbinding tussen de schroefdraadbevestiger en het plaatmateriaal. Bij de productspecificaties worden van de meeste schroefdraadbevestigers de specifieke uittrekwaarden en doordraaimomenten vermeld. De sterktewaarden vermeld op de productpagina’s zijn indicatief daar zij beïnvloed worden door de hardheid van het plaatmateriaal, plaatdikte, gatafmeting, randafstand en installatiekracht.

Doordraaimoment: Moment benodigd om de bevestiger in het moedermateriaal te laten draaien, zonder beïnvloeding van de klemkracht (na installatie).

Uitdrukwaarde: Kracht benodigd om de bevestiger uit het moedermateriaal te drukken. Het moedermateriaal dient met een ring tegengehouden te worden. De ring dient 3x de diameter van de bevestiger te zijn.

Aandraaimoment: Aanbevolen aandraaimoment bij een bout per sterkteklasse.
Aandraaimomenten voor standaard bouten:
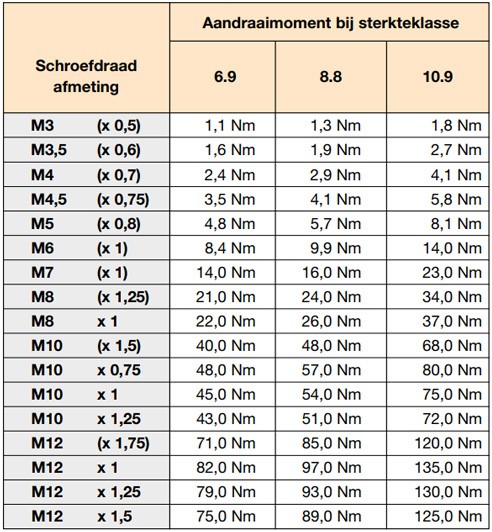
De opgegeven waarden zijn maximale waarden, de minimale waarde is 7% lager. Wrijvingscoëfficiënt is: μ=0,14. Achter de schroefdraadafmeting staat de spoed van de draad tussen haakjes, indien het een normale schroefdraad is. Is het een fijne schroefdraad, dan staat de aanduiding niet tussen haakjes.
Gatafmeting
De juiste gatafmeting en -vorm zijn essentieel voor een sterke verbinding. Geponste of gelaserde gaten (zonder braam) genieten de voorkeur boven geboorde gaten, omdat de gatkwaliteit meestal beter is. Indien mogelijk dienen inpersmoeren aan de ponszijde van de plaat ingeperst te worden.

Randafstand
In verband met het radiaal uitzetten van het plaatmateriaal bij inpersbevestigers verdient het aanbeveling de inpersbevestigers niet te dicht bij de plaatrand te plaatsen (minimaal de kopdiameter Ø H van de inpersbevestiger).

